

THE installation of a bespoke snacks packaging line from Ishida has allowed a premium crisp manufacturer to utilise the benefits of automation.
Owned and managed by third-generation farmers, the Stratherns, Fairfields Farm began manufacturing crisps in 2006 using potatoes grown on the farm. The brand has grown from there and today supplies crisps to a variety of foodservice and specialist retail outlets across the UK.
Ishida explained that Fairfields Farm’s focus on independent retailers sets the brand apart from supermarket-supplying competitors and has helped contribute to its success with recent sales volume growth of over 40% in the past year.
This led the company to approach Ishida to install a new automated packaging line to support its existing operation, which had reportedly become too slow and labour intensive to cope with the increased production requirements.
Operations director Simon Heard explained, “Quality is central to every stage of our production – from the potatoes we choose for our crisps to the machines on our lines. I was aware of Ishida and their capabilities from my 30 years of food production experience, so when it came to selecting a supplier, they were our clear choice.”
Space is at a premium in Fairfields Farm’s manufacturing facility so the compact footprint of the line was a key benefit. The complete packaging line now runs in parallel with an existing line comprising multihead weigher, bagmaker and manual case packing – with the old line mostly handling larger pack sizes where line speed is not as critical.
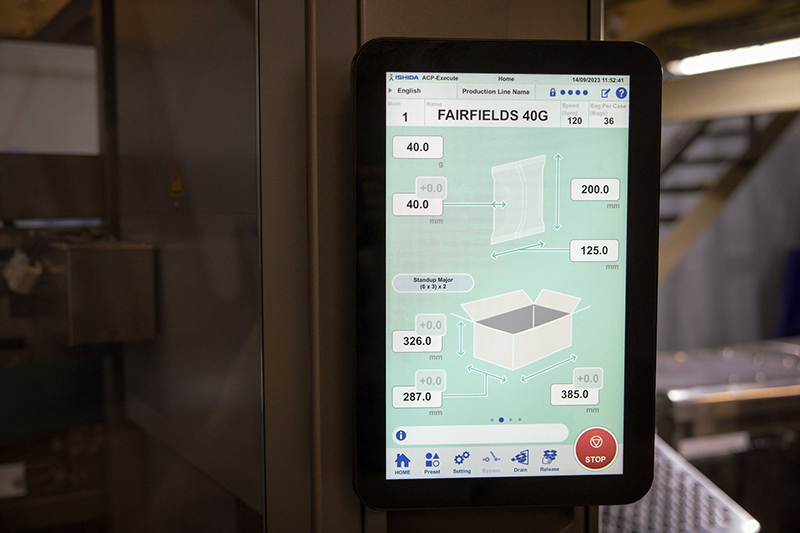
The new fully automated line comprises an Ishida RV series 14-head multihead weigher, INSPIRA bagmaker, seal tester, checkweigher and the ACP-711 automatic casepacker.

Since installation, Ishida revealed that the company has seen a ‘significant increase in output, enhanced quality control and more efficient staff deployment’.
The multihead weigher and bagmaker combination handles bag sizes from 25g to 150g up to 120 packs per minute, delivering a 50% increase in speed. Weighing accuracy is described as being within 4% of the optimum target weight, ‘significantly’ reducing product giveaway on the most popular 40g size.
One of the major benefits of the casepacker is its ability to keep up with the fast pace of the rest of the line. And as an automated operation, this has enabled factory personnel to be re-utilised elsewhere.
“With manual casepacking, we would typically have two or three people at the end of the line,” Simon added. “With the installation of the Ishida ACP casepacker, these workers were freed up which made the addition of an extra shift to meet the increased demand that much easier.”
Fast changeovers are described as a further advantage of the equipment. For example, easy removal of the hoppers on the CCW-RV-214 facilitates fast cleaning of the weigher during flavour changes, while the casepacker can be quickly switched between case formats at the touch of a button.
The seal tester and checkweigher are designed to ensure any out-of-spec packs are rejected. The seal tester can also measure and feedback air-fill data directly to the bagmaker, allowing automatic adjustment of the bagmaker operation to maintain a constant pack thickness.
Simon also praised the simplicity of the INSPIRA operation. “The INSPIRA’s screen is clear and makes it really easy to understand any issues that arise and how to solve them,” he stated. “That and the combination of different languages available on the display aids the rapid training of a diverse range of staff.”
The complete packing line is at the heart of the company’s five-year expansion plan and the company expects to see a return on investment within two-and-a-half years.














{kind=link}