
IMA Active, a division of IMA Group dedicated to the production of automated systems and machinery for the pharmaceutical industry, recently upgraded its continuous tablet-coating solution with the installation of OMRON’s vision system equipped with a high-speed colour camera and dome light.
In order to move from the traditional batch approach toward continuous production, the pharma sector is constantly striving to find solutions where processes can be monitored in real time.
To meet this demand, IMA Group is developing machines for processing oral solid dosage forms. One example is CROMA, a continuous tablet-coating machine that, thanks to the installation of the OMRON vision system, is described as being able to make a ‘highly accurate’ assessment of coating uniformity, both in terms of the surface of each individual tablet and to ensure that all the tablets are coated consistently.
Marco Minardi, automation manager at IMA Active, explained, “The Quality by Design concept is essentially based on principles that define the desired quality profile for both the product and production through the identification of key attributes. This means continuous process monitoring is crucial to maintaining a consistent level of quality throughout the product’s life cycle. Therefore, to ensure the right and most appropriate levels of safety, real-time and online monitoring strategies are essential.”
CROMA has been designed to facilitate continuous production, moving the product through the entire coating process. The system enables the use of up to four modules working in series or in parallel. The tablets pass through a rotating perforated drum supplied with a flow of hot air, and their exposed surface is coated using spray guns.

Market standards require each individual tablet to be uniform, both in terms of outer coating and in relation to other tablets in the same batch. OMRON explained the internal geometry of the machine has been designed to ensure ‘maximum repeatability’ of the process.
However, for the result to be verified, process monitoring is also required to ensure the quality indices of all tablets processed are analysed effectively. OMRON’s vision systems use customisable industrial cameras that can be programmed in standard languages and are said to feature the most common and up-to-date communication protocols.
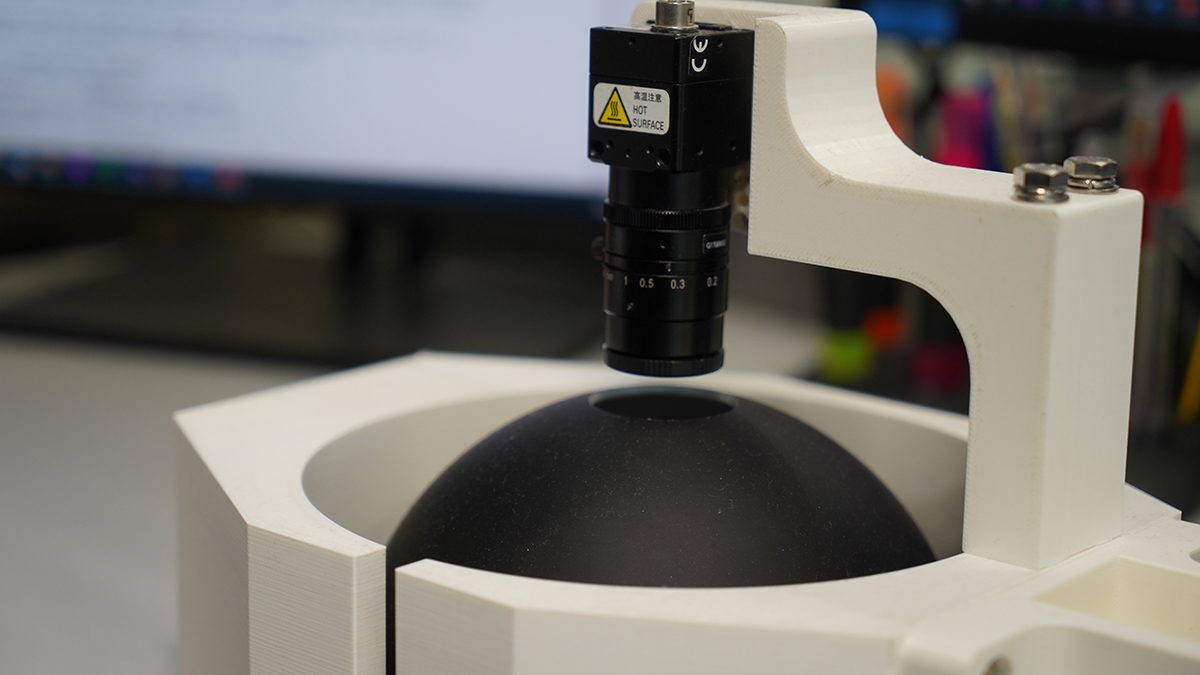
IMA Active deployed computer-based vision technology using an OMRON industrial vision system equipped with a high-speed colour camera and dome light. The system can continuously capture images while eliminating other elements, such as shadows and reflections, that can impact the inspection.
Within IMA Active, ad hoc tablet tracking software has been developed using Python and OpenCV. Giuliano Maria Emiliani, software engineer at IMA Active, said, “We can monitor production easily and efficiently, processing every frame captured by the camera on the fly. First of all, the system detects each individual tablet. The position of the tablet in the next frame is then predicted based on physical considerations, which makes it easy to follow its entire journey. This means the coating of each tablet is only inspected once, thus reducing computational load. Finally, based on the data collected, significant indicators of coating uniformity for the tablets both individually and collectively are calculated and sent in real time to the machine via OPC UA (Open Platform Communications Unified Architecture). By doing so, specific process parameters can be modified to improve the quality of the final product. This really is the definition of smart automation.”
OMRON said the CROMA tablet-coating system with its vision system has proven ‘robust and adaptable’ to various product types. Any change in process performance can be detected by monitoring uniformity indicators. The tech can inspect the tablets processed by the machine by working within a CIELAB colour space to pinpoint colour variations more accurately.
Marco Minardi commented, “This project has a clear vision of the advantages for our customers and, most importantly, for patients. Instead of using offline instruments such as colour spectrophotometers to analyse the coating of a few tablets per batch, our solution allows us to monitor production in real time. This significantly increases the reliability and overall quality of production, enabling us to provide tangible safety-related support to customers throughout the pharmaceutical world.”














{kind=link}